适用于计量室、生产、来料检验和开发质量控制的高效优质计量技术。
齿轮泵和混配系统,以最高精度处理液体和糊状物。
用于无间隙线性和旋转运动的高精度旋转冲程轴承,可用于机器和设备制造。

德国马尔【Mahr】我们引领测量技术、滚珠导轨和计量技术的开发与制造已有近 160 年历史。







创新的计量学,应用范围广泛:
- • 长度和直径
- • 表面和轮廓
- • 形状和位置
- • 齿轮和轴
液体和糊剂的精确混合与计量:
- • 齿轮计量泵
- • 纤维生产用泵
- • 计量混合分配机以及混合头
用于以下行业无间隙线性和旋转运动的转冲程轴承:
- • 机械工程
- • 精密工程
- • 光学
- • 电子
- • 以及许多其他行业








作为一家活跃于国际范围的公司,Mahr 不仅在德国拥有专利,在世界范围内也拥有专利。
表面测量:选择正确的滤波器

建议执行以下程序:
- 试测量 λc = 0.8 mm,以确定参数 RSm、Rz 和 Ra
- 轮廓的评估
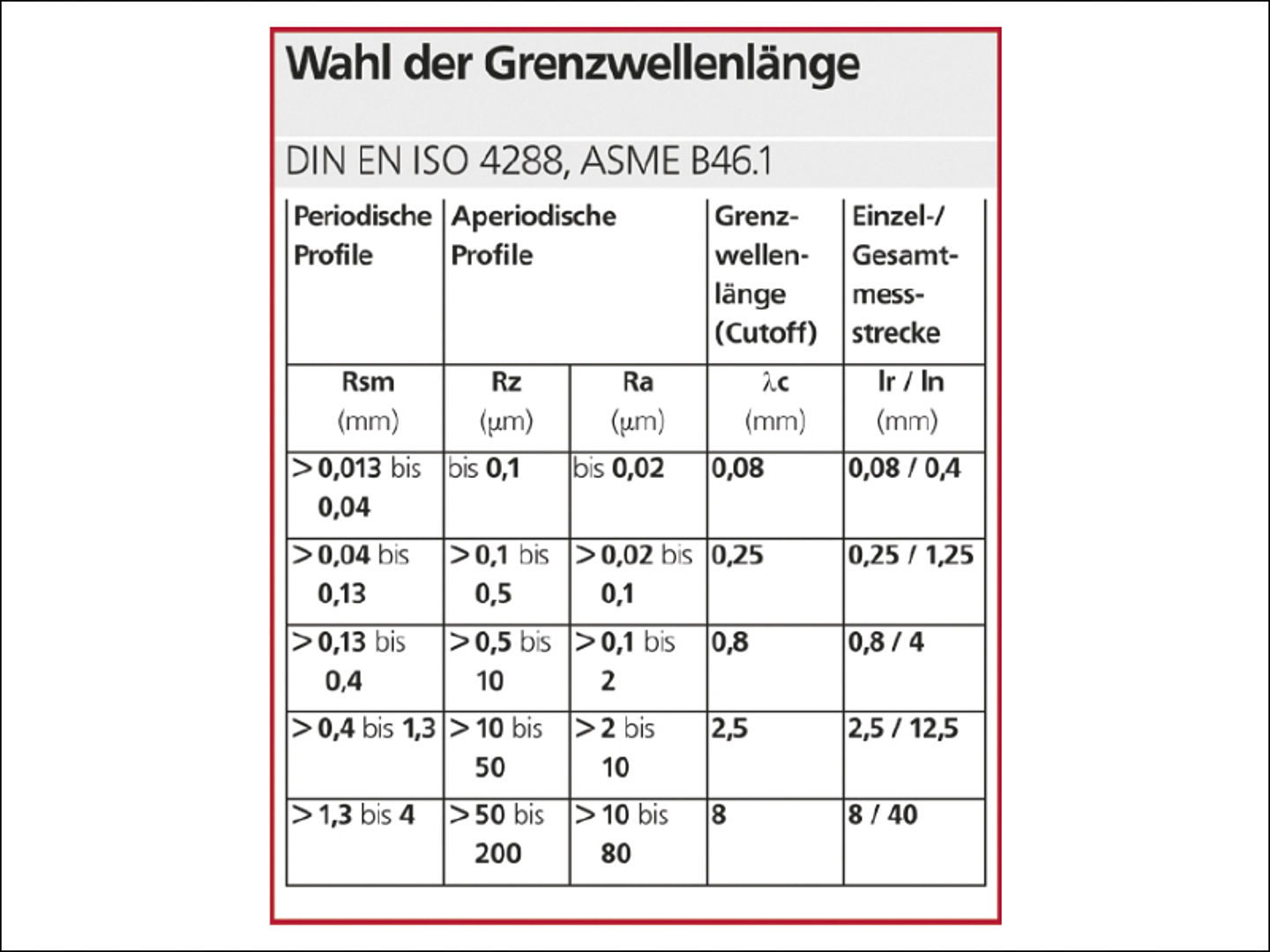
- 对于可清楚识别的周期性轮廓:根据下表所述的参数 RSm 选择截止波长
- 否则:根据 Rz 和/或 Ra 选择截止波长 λc
如果选择 λc = 0.8 已经带来了阳性结果,必须确定是否下一个较小 λc 值也符合标准规格: 对于符合标准的滤波器设置,必须始终选择与符合 ISO 4288 的表值匹配的最小可能 λc 值。
截止波长 λc
如果上下游距离也有截止波长 λc 的长度,则粗糙度测量的扫描距离总长度为 7 个限制波长。但此属性因设备而异:有些表面测量设备(如 MarSurf PS 10)的粗糙度扫描距离仅为 6 个限制波长。也就是说,当预行程与过行程只有截止波长的一半时。测量装置的这种扫描距离依赖性与标准并无偏差,因为标准只定义了测量路径的长度,并未定义扫描路径的长度。
选择截止波长 λc 的建议
- 目视检查和/或指刮测试 – 测试区域是否洁净,周期性还是非周期性?
- 如有可能,自动选择 λc – 否则:经目视检查、经验或公差规格排除后选择 λc
- 有可能。根据 ISO 表修正 λc
- 用最接近的较短 λc 值重复测量—在超出公差范围时尤其重要!
ISO 4288 标准为周期性和非周期性表面轮廓截止波长 λc 的标准化选择提供了精确的规范。
参数含义
在 DIN EN ISO 4287 发布以来的最新版本中,还提供了许多其他表面特征。但各种参数在实践中也有着截然不同的含义。其中还有一些特征很少应用或尚未在国际上发布。
最常见参数的含义
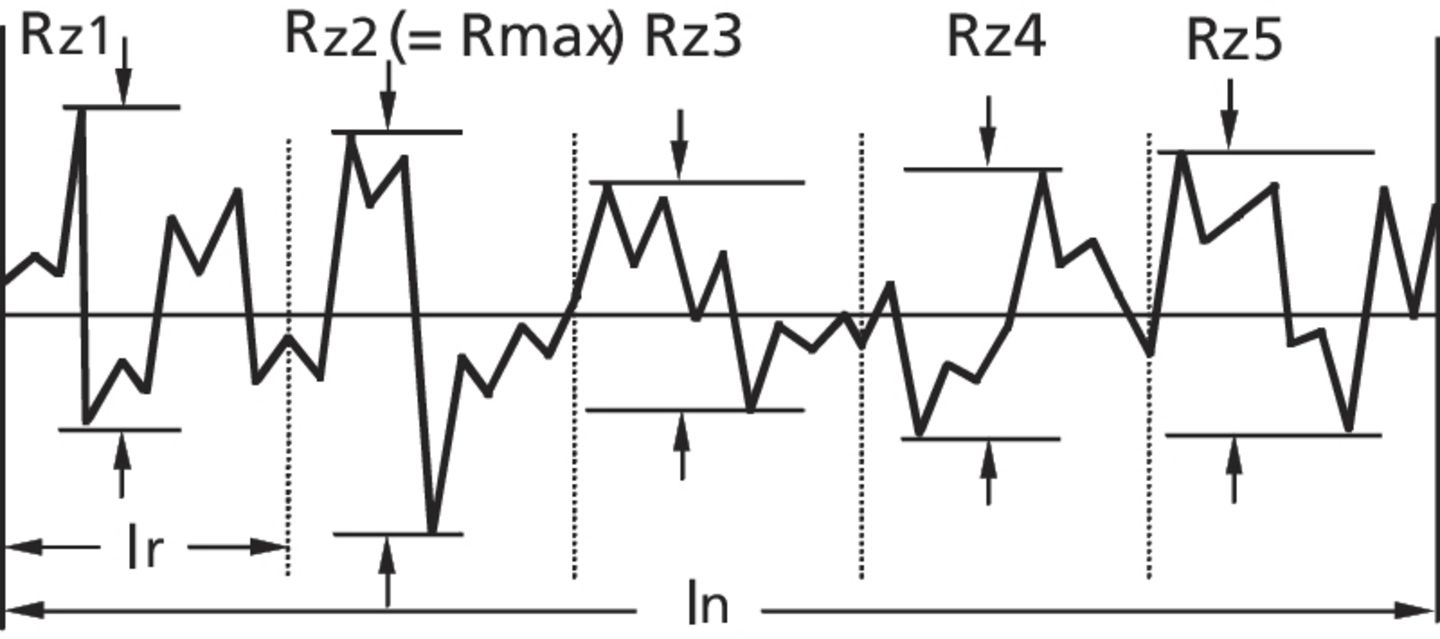
平均粗糙度 Rz
平均粗糙度深度 Rz 是各个粗糙度值的算术平均值:Rzi 值之和除以测量的各个测量距离 Ir 的数量。如同 Rmax,Rz 是垂直于测试表面的表面粗糙度的指标。但 Rz 对各个轮廓特征的依赖程度小于 Rmax:对于重复测量,Rz 值的分散度小于 Rmax 值。
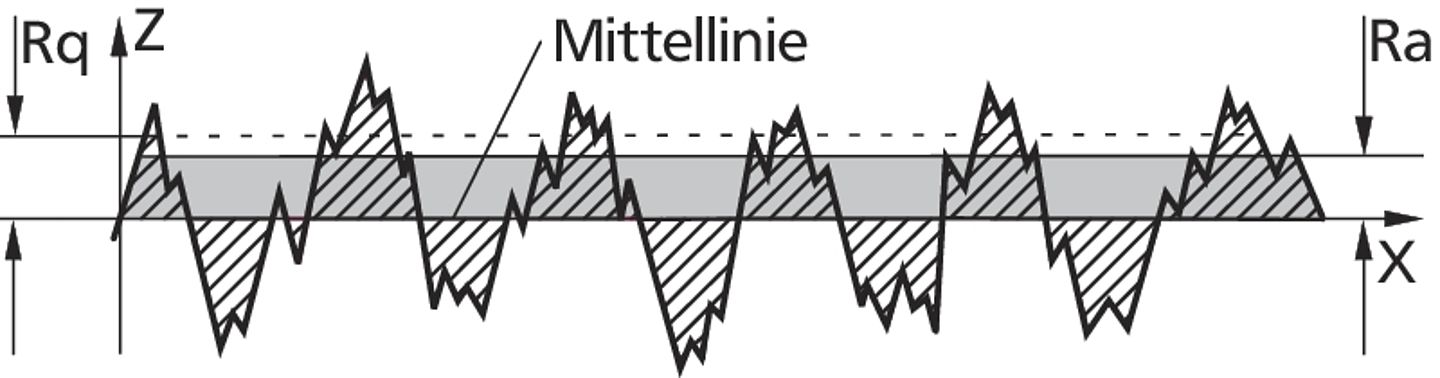
平均粗糙度值 Ra、Rq
算术平均粗糙度值 Ra 是粗糙度轮廓的所有轮廓值的算术平均值。Ra 是世界上最常用的粗糙度参数。它易于测量,在重复测量中具有出色的可重现性,但对单个轮廓特征的特性几乎没有任何说明。因此,它仅适用于结合此处所述的其他表面参数来评估工件表面的功能。
最大粗糙度深度 Rmax
单个深度 Rzi 是一个测量段 lr 粗糙度轮廓 R 的最大轮廓点的高度与其最深轮廓的深度之和。最大粗糙度深度 Rmax 是整个测量段内的最大单个粗糙度深度。Rmax 是垂直于测试表面的表面粗糙度的指标。在实际用于评估粗糙度的所有垂直参数中,它在很大程度上取决于单个轮廓特征(特征 = 轮廓尖端、轮廓或异常值)。可以用它—与平均粗糙度深度 Rz一样—取代如今已不再使用的粗糙度 Rt。
重要说明:特征参数 Rmax 在 ISO 标准中仅在通用标准 ISO 4288 中提及,被称为 Rz1max。
(但德国汽车工业协会 VDA 也拒绝使用 Rz1max,并建议命名为“Rmax”。)
