适用于计量室、生产、来料检验和开发质量控制的高效优质计量技术。
齿轮泵和混配系统,以最高精度处理液体和糊状物。
用于无间隙线性和旋转运动的高精度旋转冲程轴承,可用于机器和设备制造。

德国马尔【Mahr】我们引领测量技术、滚珠导轨和计量技术的开发与制造已有近 160 年历史。







创新的计量学,应用范围广泛:
- • 长度和直径
- • 表面和轮廓
- • 形状和位置
- • 齿轮和轴
液体和糊剂的精确混合与计量:
- • 齿轮计量泵
- • 纤维生产用泵
- • 计量混合分配机以及混合头
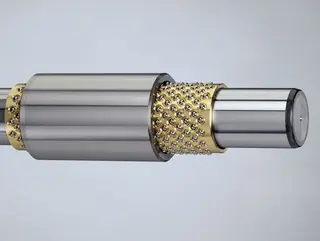
用于以下行业无间隙线性和旋转运动的转冲程轴承:
- • 机械工程
- • 精密工程
- • 光学
- • 电子
- • 以及许多其他行业








作为一家活跃于国际范围的公司,Mahr 不仅在德国拥有专利,在世界范围内也拥有专利。
测定调心误差和非球面倾斜
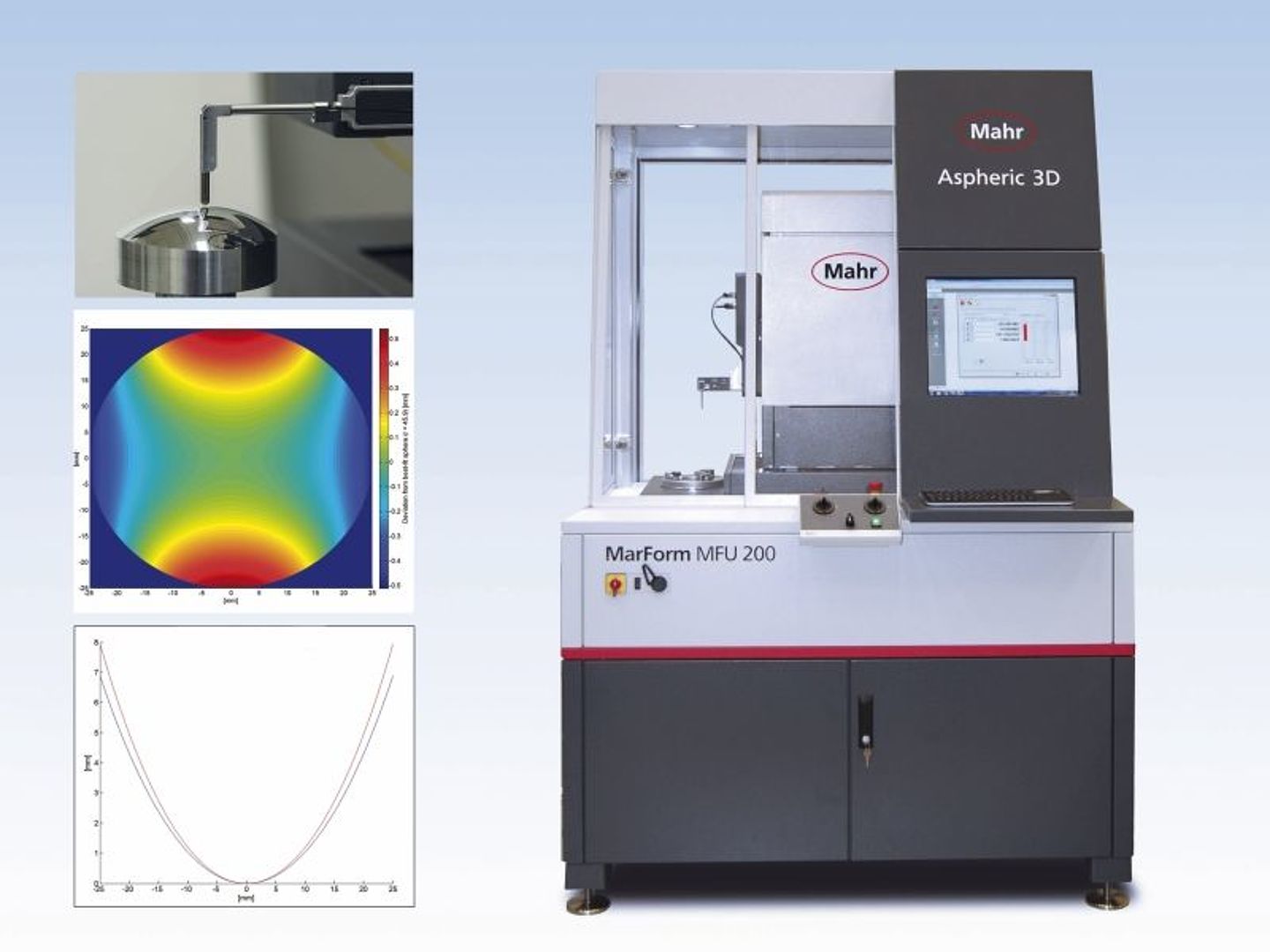
MarWin Aspheric 3D 软件包
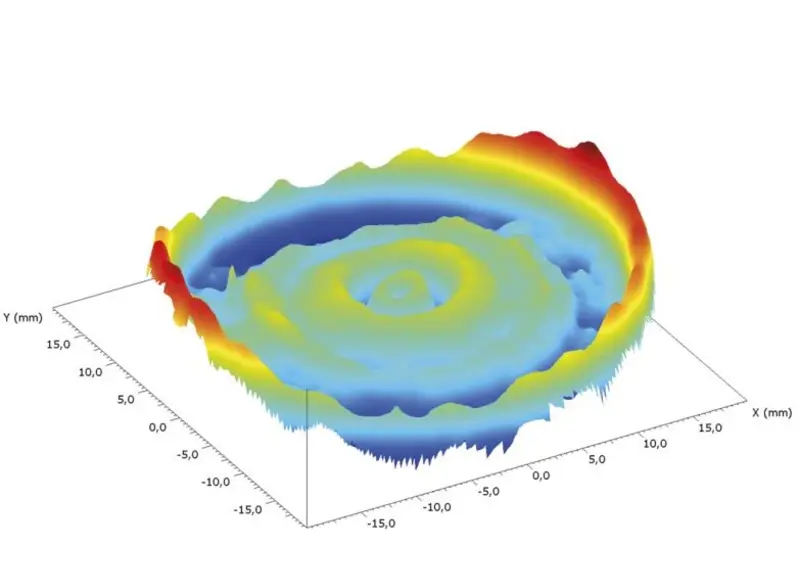
该软件包结合 MarForm MFU 200 可显示非球面等光学元件的表面特征轮廓。
测量原理
对于 3D 测量,先测量透镜顶点偏移 90° 的两个直线轮廓。然后通过旋转 C 轴记录数个同心圆形轮廓。然后使用这些测量点生成表面特征轮廓。测杆的自由定位能力使得可以测量中断表面。
当然,在透镜顶点上使用针尖也可以快速记录 2D 测量结果。
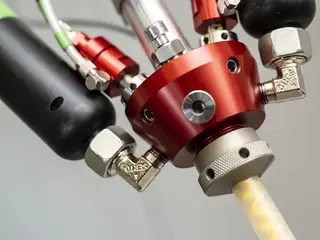
在减震柜中使用测量站可以避免测量对象受到外部干扰,如振动和灰尘。
测量序列
在测量之前,选择标称形状类型并设置预期目标透镜的参数。下一步记录测量数据并将其与透镜的标称数据对比。
RMS 值、PV 值和斜率误差作为参数显示。
在软件中,在将标称非球面拟合到拟合非球面时,可以为非球面调整曲率半径 R0、锥形常数 k 和非球面系数 Ai 等各个参数。
以彩色高度图像输出得出的测量值和所需透镜之间的表面特征轮廓差异。然后可将 2D 部分和表面特征轮廓差异导出为已知格式,以便校正加工机器。
除了按照上述说明测量球面和非球面之外,还可以借助标称形状作为锥形截面、箭头高度说明或 3D 点云来测量和评估其他旋转对称对象。
光学-触觉组合测量
为了准确地检查并确保透镜的光学性能,除了测量表面几何形状外,通常还需要测量前部、后部及边缘之间的关系。
确定这些参数的一种方法是,检测透镜边缘机械轴的位置和后侧相对于光轴(例如非球面的光轴)的倾斜度。整个测量序列通过一次夹持完成,采用全自动测量序列,并使用不同的测针系统。
单击此处从右侧的下载框中下载一份申请表,它为快速全面地测量涉及光学表面形状和位置的复杂测量任务提供解决方案。
